
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










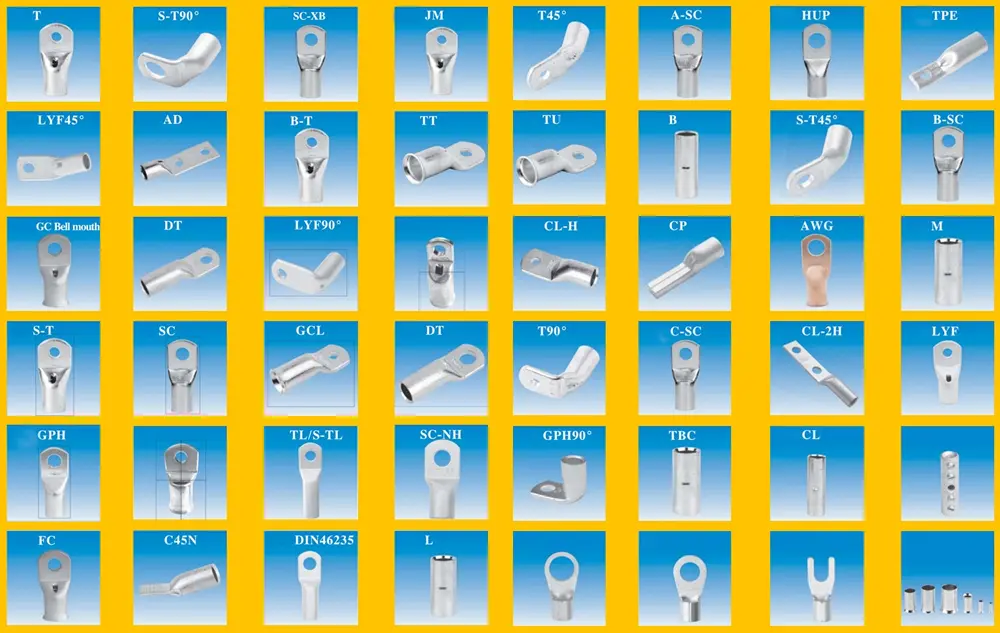
Krimpconnectoren
In China ondersteunt Xiamen Hongyu Intelligent Technology Co., Ltd. de aanpassing van standaard/niet-standaard onderdelen van krimpconnectoren en beschikt over meer dan 17 jaar professionele technologie in het ontwerpen van hardwarematrijzen en de productie van stempelproducten. De minimale verwerkingsdikte van krimpconnectoren kan 0,08 mm bereiken, met uitstekend vakmanschap en zonder bramen.
Stuur onderzoek
Productomschrijving
Crimp Connectors is een professioneel onderdeel ontworpen door Xiamen Hongyu Intelligent Technology, speciaal voor het krimpen van draden en aansluitingen. Met zeer geleidende materialen en nauwkeurige structuren heeft het de problemen met de verbindingsbetrouwbaarheid bij de productie van kabelbomen opgelost. Dit product is een betrouwbare keuze voor buitenlandse klanten die elektrische verbindingscomponenten nodig hebben. Als leverancier op het gebied van metaalbewerking en elektrische aansluiting kunnen wij klanten hoogwaardige producten en diensten leveren om de circuitaansluiting te vergemakkelijken.
Rimpelstatusinspectie
De krimpkwaliteit van Stamping-hardwareterminals is een sleutelfactor bij het garanderen van de uiteindelijke verbindingsprestaties. Of de terminal-stempeldelen beschadigd zijn, of de terminal-stempeldelen verbogen zijn, of de isolatielaag in het terminalvenster intact is maar het draadkrimpgebied niet geïsoleerd is, of de draad is doorboord in het krimpgebied van de isolatielaag, of de randkrimp correct is, of de borstel zichtbaar is na het krimpen van de draad, of de borstel zich in het verbindingsgebied bevindt en of er conische gaten zijn. Of de meetwaarde van de micrometer op het isolatiekrimppunt binnen het tolerantiebereik ligt, kan ook bepalen of de krimpconditie is goed.
Het is noodzakelijk om te controleren of de hardwareterminals van het stempelen correct zijn gekrompen. Of het nu gaat om handmatig krimpen of machinaal krimpen, elk verbindingspunt moet zorgvuldig worden geïnspecteerd. Onjuist krimpen kan de levensduur van gekrompen connectoren aanzienlijk verkorten en zelfs veiligheidsrisico's veroorzaken.
Vanwege de verschillende toleranties van de draaddiameter voor elk type connector en specificatie, kan de diktemeting op het krimppunt van de draaddiameter worden gebruikt als referentie-index. Een ongepaste draaddiameter verkort niet alleen de levensduur, maar kan ook leiden tot onstabiele verbindingen, snelle loslating en uiteindelijk tot verliezen.
Verwerkingstechnologie
De belangrijkste materialen van Stamping-hardwareterminals zijn meestal messing H62, zonder speciale vereisten. De materialen van de kroonveertrommelveren zijn meestal berylliumkoper. Niet alle materialen zijn geschikt voor vergulden. Daarom wordt vóór het vergulden eerst een laag nikkel aangebracht om het verguldingseffect te garanderen. De conventionele specificatienormen voor vergulden op nikkelbasis zijn dat de dikte van de nikkellaag 50 tot 80 μm bedraagt, de dikte van de goudlaag ≥2 μm en de zuiverheid van het gebruikte goud ≥99,8%. Breng ten slotte een stevige beschermfolie aan; Het oppervlak van het product moet glad zijn, vrij van oxidatie om de bruikbaarheid te garanderen, en vrij van bramen om te voorkomen dat het product losraakt als gevolg van niet-gecomprimeerde braamspleten. Om de productkwaliteit te garanderen, mogen er geen gereedschapssporen, knelsporen of scherpe randen op de hardware aanwezig zijn. Wij stellen hoge precisie kwaliteitseisen en hanteren geen tolerantie van ±0,02.
Galvaniserende specificatie
|
Product |
Krimpconnectoren |
|
Uiterlijkvereisten |
Vrij van oxidatie, vergeling, zwart worden, blauw worden, paars worden, haken, ongelijke poten of andere gebreken. |
|
Plateringsprestaties |
Basis geheel van nikkel: 50-80 μ". Verguld: 1 μ". Meetpunten aan beide zijden: 3 mm. |
|
Bestand tegen hoge temperaturen |
Moet gedurende 5 seconden bestand zijn tegen 260°C zonder verkleuring, zwart worden, vergelen, blaarvorming of loslaten. |
|
Soldeerbaarheidstest |
De soldeerdekking moet meer dan 95% zijn. |
|
Zoutsproeitest |
Getest met 5% zoutoplossing bij 35°C gedurende 24 uur. Oxidatie, zwart worden of andere defecten zijn niet toegestaan. |
|
Hechtingstest (afpeltest) |
Geen afbladderen van de coating op gebogen oppervlakken. |
|
Milieunaleving |
Alle beplating moet voldoen aan de groene milieu-ROHS-vereisten. |
|
Beplating van kritieke gebieden |
Alle meetpunten en aangewezen meetoppervlakken moeten worden geplateerd volgens de specificaties (deze gebieden zijn van cruciaal belang voor de soldeerbaarheid en geleidbaarheid). |
Hottags: Krimpconnectoren, China, fabrikanten, leveranciers, fabriek, offerte, kwaliteit
Productlabel
Gerelateerde categorie
Aluminium stempelen
Messing onderdelen stempelen
Stempelen van roestvrijstalen onderdelen
Inconel-onderdeelstempelen
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.








